在精密铸造行业摸爬滚打过的朋友都清楚,上一条制壳线不容易——从配浆、挂砂到干燥房的温湿度控制,每一道工序都是老师傅们用时间打磨出来的“手感”。这些年,越来越多的铸造厂开始尝试3D打印蜡模,初衷很简单:不想开模,又想接复杂件的订单。
但我们也常听到一个声音:“这3D打印的蜡模,上我们那条老线,能行吗?”
今天,我们就敞开聊聊这个话题。作为一家专注成都3D打印蜡模服务的厂家,我们的工作其实不只是把模型打印出来,更是确保它能在您的制壳线上顺顺当当地走完流程,最后变成一件合格的铸件。
第一步:选对“料”,制壳就成功了一半
很多老师傅拿到3D打印蜡模的第一反应是上手摸一摸,感受一下质感。这个动作很关键。
传统的模组蜡,比如中温蜡、填充蜡,老师们一摸就知道它的脾气——软化点多少,流动性怎么样。而3D打印蜡因为是逐层堆积成型,它的材料配方和成型方式确实和传统蜡不太一样。
我们在选材时,重点盯着三个指标:热膨胀系数、灰分残留和表面润湿性。简单来说,就是保证您的浆料挂上去不缩水、不滴流,脱蜡的时候型壳不被撑裂,焙烧之后干干净净没有残留。这几点对上了,您的老师傅上手就能找到感觉,不需要额外调整制壳节奏。
第二步:数字模型里藏着的“预判”
做过铸造的都懂,蜡件总会有点变形,关键是变在哪里、变多少。传统靠模具修正,3D打印靠的是算法补偿。
这一点上,3D打印其实比传统开模更有优势。
比如有些薄壁件、异形件,打印出来看着是好的,但挂浆之后由于重力或者应力释放,尺寸会发生细微变化。我们在切片软件里做的,就是提前“反着变形”——哪里容易下垂,我们提前抬一点;哪里容易收缩,我们提前放大一点。
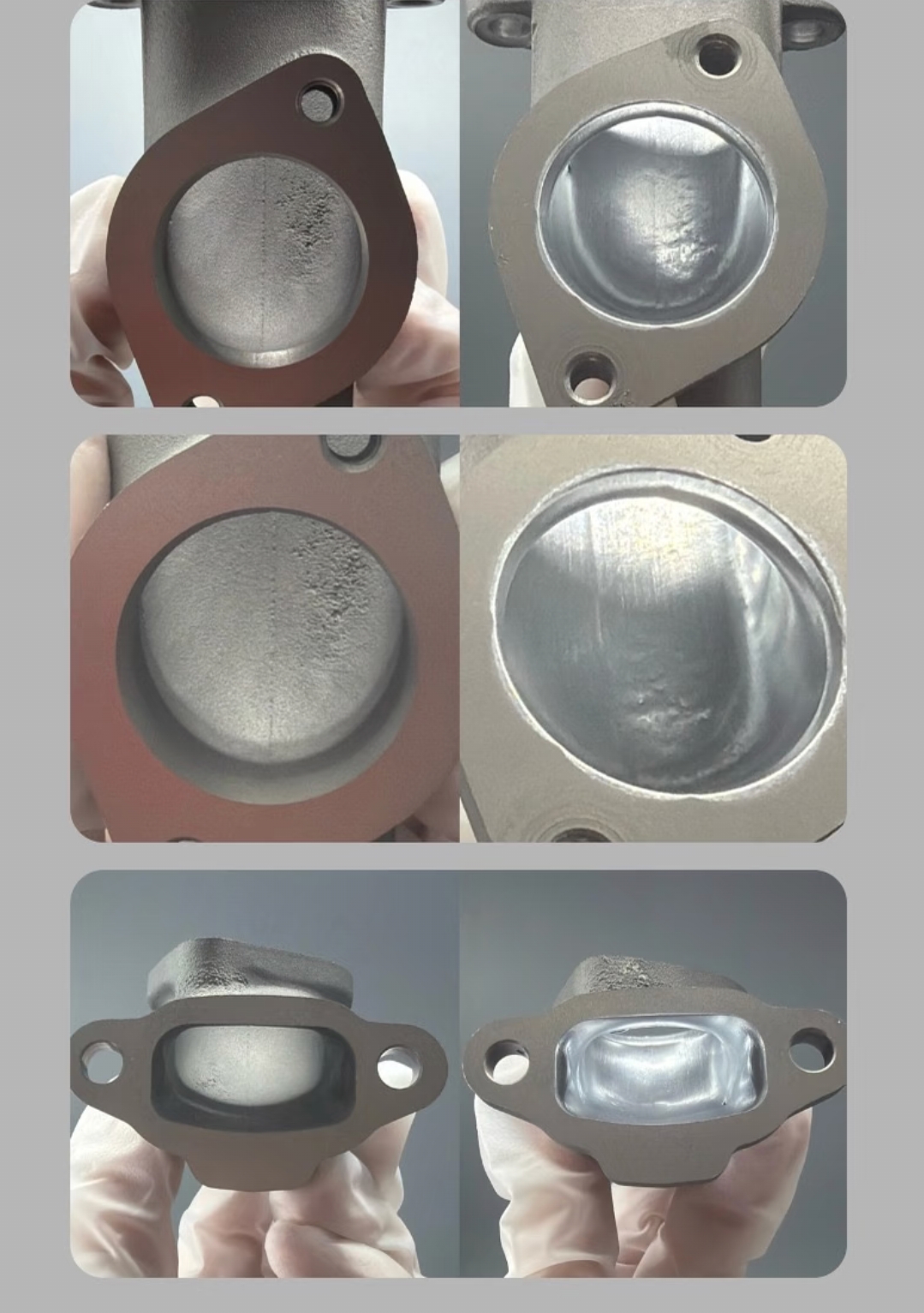
第三步:表面处理,让手感刚刚好
有客户问过我:“你们的蜡模,怎么有时候摸起来涩涩的,有时候又很光滑?”
这里面其实有个门道。
如果是做精密铸造,比如泵体、叶轮、医疗器械,我们通常会做抛光处理,让表面光滑如镜。这样挂出来的型壳内腔也光滑,金属液流动顺畅,铸件表面质量高。
但如果是普通铸件,或者您的制壳线挂浆粘度偏大,我们反而会保留一点微小的粗糙度。这种“涩感”恰恰能让浆料挂得更牢,不容易流挂。我们要的不是绝对的光滑,而是最适配您工艺的手感。
第四步:组树环节,帮您省一道工序
传统组树是个手艺活,粘接位置、角度、牢固度都有讲究。而3D打印的一大优势,就是可以把浇注系统和蜡件一体打印出来。
这意味着什么呢?
您收到蜡模之后,不用再花时间粘接,也不用担心粘接处有缝隙导致脱蜡不净。直接上架,直接制壳,省去一道工序,也省去一个质量风险点。
特别是对于小批量多品种的订单,这种“一体化交付”的方式,能让您的制壳线效率提升不少。
最后想说:我们交付的不只是蜡模,更是“适配性”
每个铸造厂的制壳线都有自己的特点——有的干燥房湿度偏大,有的浆料粘度偏高,有的焙烧曲线走得比较快。3D打印蜡模要融入这个环境,靠的不是强行适配,而是我们前期把这些变量都考虑进去。
所以我们一直跟客户讲:您不用为了用3D打印蜡模去调整那条成熟的制壳线,我们来调整蜡模去适应您的线。
您只需要把图纸发过来,告诉我们您的工艺参数,剩下的交给我们。打印、补偿、后处理、适配性验证,我们在出厂前都替您跑一遍。您收到之后,直接按老规矩上架制壳就行。
3D打印和传统铸造,从来不是谁取代谁的关系。它们最好的相处方式,就是各展所长,无缝衔接。
如果您最近有复杂件、异形件的订单需要快速交付,又不想折腾开模,欢迎您随时来电咨询成都3D打印服务厂家——麦客信息:18042677785(贾经理)!